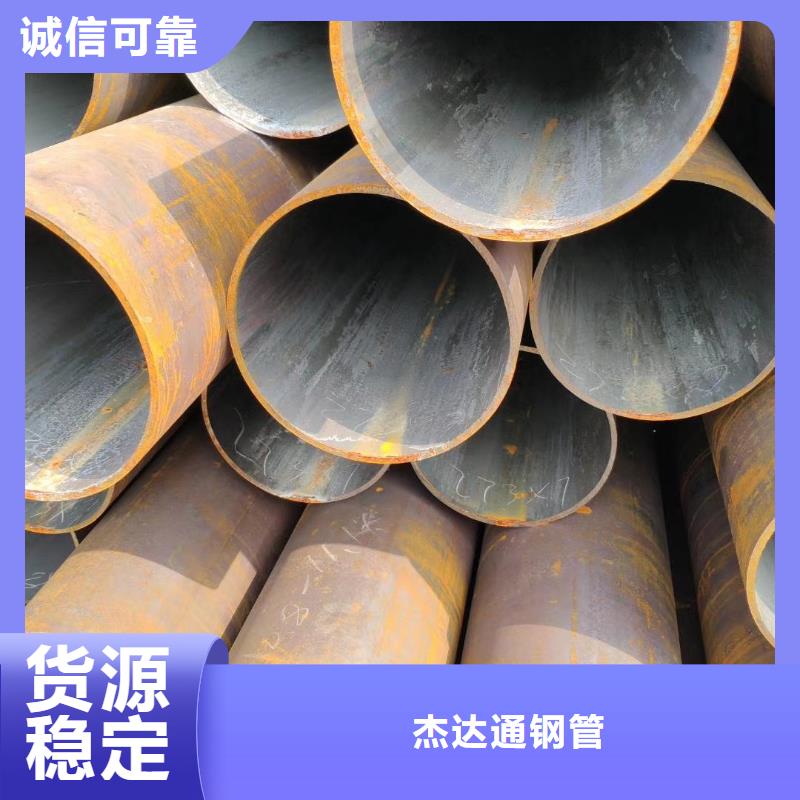
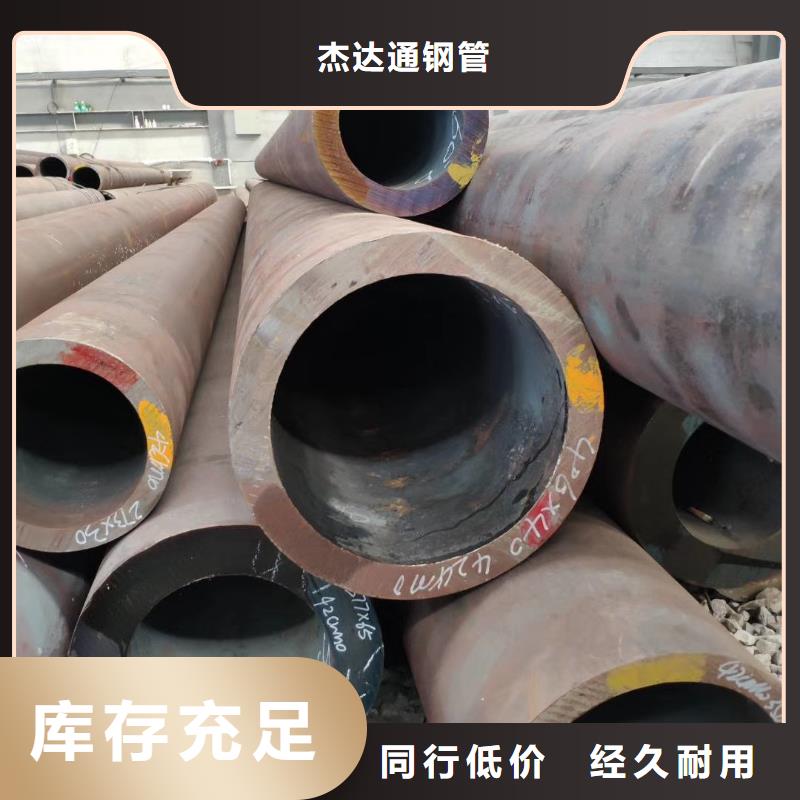
杰达通钢管有限公司的优势 1.常备 外径385厚皮管、库存大,公司常备库存万余吨, 2.生产周期时间短。对于客户要求的特殊材质、规格均能在规定的时间内准时交货,为您的工程和生产提供充足的货源保证。 3.价格优惠,厂家直销,决定了我们的价格低于市场。 4.加工配送 在短的时间,配送到达货物,使用现场。 由于 外径385厚皮管、市场价格波动很大,如需报价请来电咨,欢迎惠顾!
技术支持:059t.com
首页
交谈





 扫一扫
扫一扫