想了解<弋江>(本地) 珩磨管价格实惠产品的更多信息?一部视频,让你轻松get到所有重点!
以下是:弋江<弋江>(本地) 珩磨管价格实惠的图文介绍
 珩磨管价格实惠")
液压油缸缸筒是珩磨管的主体,其内孔一般采用镗削、铰孔、滚压或珩磨管等精密加工工艺制造,使活塞及其密封件、支承件能顺利滑动,减少磨损;液压油缸缸筒要承受很大的液压力,因此,应有足够的强度和刚度。端盖在缸筒的两端,与缸筒形成密闭油腔,因此,端盖及其连接件都应有足够的强度。设计时既要考虑强度,又要选择工艺性较好的结构形式。导向套对活塞或柱塞起导向和支承作用,有些液压缸不设导向套,直接用端盖孔导向,这种结构简单,但磨损后需要更换端盖。
 珩磨管价格实惠")
 珩磨管价格实惠")
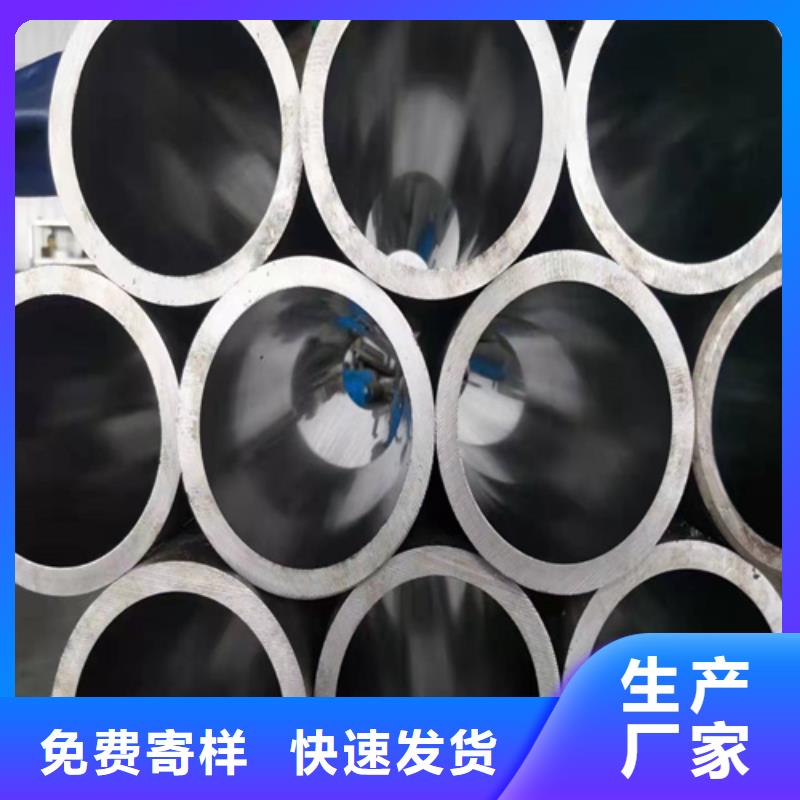
珩磨管1主营材质:20#、Q235、20G、35#、45#、16Mn、Q345、40Cr、27SiMn、12Cr1MoV、10CrMo910、15CrMo、35CrMo、42CrMo。广泛应用:工程机械、冶金机械、塑料机械、启闭机械、矿山机械、道路施工机械、纺织机械等多个行业。加工形式:1.冷轧2.冷拔3.珩磨4.滚玉现在,随着工业化的推进,越来越广泛的珩磨油缸管,珩磨油缸管和成本要求的应用也越来越高,所以是珩磨油缸管正在进行的结构改革和创新,在这个市场上,要进行供给结构改革的珩磨油缸管生产方,并与市场大规模发展,珩磨油缸管已经证明,改革,创新,加大投资市场是正确的。那么该怎么办呢?
 珩磨管价格实惠")
 珩磨管价格实惠")
 珩磨管价格实惠")
珩磨管加工特点一、加工精度高一些中小型的通孔,其圆柱度可达0.001mm 以内。一些壁厚不均匀的零件,如连杆,其圆度能达到0.002mm。对于大孔,圆度也可达0.005mm,如果没有环槽或径向孔等,直线度达到0.01mm/1m以内也是有可能的。珩磨比磨削加工精度高,因为磨削时支撑砂轮的轴承位于被珩孔之外,会产生偏差,小孔加工,磨削精度差。珩磨一般只能提高被加工件的形状精度,要想提高零件的位置精度,需要采取一些必要的措施。如用面板改善零件端面与轴线的垂直度。二、表面质量好表面为交叉网纹,有利于润滑油的存储及油膜的保持。有较高的表面支承率(孔与轴的实际接触面积与两者之间配合面积之比),因而能承受较大载荷,耐磨损,从而提高了产品的使用寿命。珩磨速度低(是磨削速度的几十分之一),且油石与孔是面接触,因此每一个磨粒的平均磨削压力小,这样珩磨时,工件的发热量很小,工件表面几乎无热损伤和变质层,变形小。珩磨加工面几乎无嵌砂和挤压硬质层。
 珩磨管价格实惠")
 珩磨管价格实惠")
在液压缸筒的生产制造上,是有珩磨这一工序的,其的主要操作,是为内孔的研磨,以便得到预期想要的尺寸。而珩磨管,其是可以作为油缸管来使用的,不过,如果倒过来,则不成立,因为油缸管,其除了珩磨管这一个外,还可以有其它一些种类。珩磨油缸管,其与珩磨气缸管,以及珩磨管一样,都是网站中的重要产品和主打关键词,所以,在其学习要求上,是必须要做到全面和细致,没有任何遗漏之处,这样,才能体现该产品的重要性。既然,将该产品的学习要求提出来了,那下面,不如来响应和执行吧,这样,大家也能从学习中有些收获和进步,从而,让自己从中受益。
 珩磨管价格实惠")
 珩磨管价格实惠")
“勤恳做事、真诚服务”是我们不变的经营理念。九冶管业有限公司在前进的道路中,努力听取客户的建议,同时不断了解 油缸管、市场的发展。我们一直以勤恳做事、诚思待人、真诚服务的态度赢得了国内外客户的信任,并以精荐变精的职业提守,认真关注着生产 油缸管、产品的每一个细节。我们一直在不断地完善自身管理模式,提高技术研发能力,通过推行的新 油缸管、产品、新技术提高产品竞争力,同时也为促进 油缸管、行业的发展而努力。
 珩磨管价格实惠")
 珩磨管价格实惠")






 扫一扫
扫一扫